推荐
综合
人气
评论
点赞
刀具的重磨与再涂层
硬质合金和高速钢刀具的重磨和再涂层是目前常见的工艺。尽管刀具重磨或再涂层的价格仅 为新刀具制造成本的一小部分,但却能延长刀具寿命。重磨工艺是特殊刀具或价格昂贵刀具 的典型处理方法。可进行重磨或再涂层的刀具包括钻头、铣刀、滚刀以及成形刀具等。刀具的重磨在钻头或铣刀
0评论2020-04-08970
气动系统的故障及维修
系统工作原理与液压系统工作原理类似。由于气动装置的气源容易获得,且结构简单,工作介质不污染环境,工作速度快,动作频率高,因此在数控机床上也得到广泛应用,通常用来完成频繁起动的辅助工作。如机床防护门的自动开关,主轴锥孔的吹气,自动吹屑清理定位基准面等。部分小型加
0评论2020-04-07900
方向控制回路的故障维修
故障现象:方向控制回路中滑阀没有完全回位。分析及处理过程:在方向控制回路中,换向阀的滑阀因回位阻力增大而没有完全回位是最常见的故障,将造成液压缸回程速度变慢。排除故障首先应更换合格的弹簧;如果是由于滑阀精度差,而使径向卡紧,应对滑阀进行修磨或重新配制。一般阀心
0评论2020-04-07800
速度控制回路的故障维修
故障现象:速度控制回路中速度不稳定。分析及处理过程:节流阀前后压差小致使速度不稳定,液压泵为定量泵,属于进口节流调速系统,采用三位四通电动换向阀,中位机能为O型。系统回油路上设置单向阀以起背压阀作用。系统的故障是液压缸推动负载运动时,运动速度达不到调定值。经检
0评论2020-04-07889
辅助控制装置的维修
1 液压系统的故障及维修液压传动系统在数控机床中占有很重要的位置,加工中心的刀具自动交换系统(ATC),托盘自动交换系统,主轴箱的平衡,主轴箱齿轮的变档以及回转工作台的夹紧等一般都采用液压系统来实现。从图8-12中可看出它所驱动控制的对象。机床液压设备是由机械、液压、电
0评论2020-04-07901
回转工作台的常见故障及排除方法
回转工作台的常见故障及排除方法参见表8-5。表8-5 回转工作台的常见故障及排除方法故障现象故障原因排除方法工作台没有抬起动作控制系统没有抬起信号输入检查控制系统是否有抬起信号输出抬起液压阀卡住没有动作修理或清除污物,更换液压阀液压压力不够检查油箱内油是否充足,并重
0评论2020-04-071013
刀库无法旋转的故障维修
故障现象:自动换刀时刀链运转不到位。当进行到自动换刀程序时,刀库开始运转,但是所需要换的刀具没有传动到位,刀库就停止运转了。3min后机床自动报警。分析及处理过程:TH42160龙门加工中心采用的链式刀库如图8-20所示,其配套的CNC系统为SIEMENS 840D。由上述故障查报警知道是
0评论2020-04-07915
加工尺寸失控的故障维修
故障现象:南京JN系列数控系统加工尺寸不能控制。分析及处理过程:该机床为采用南京江南机床数控工程公司的JN系列机床数控系统而改造的经济型数控车床,其刀架为LD4-I型电动刀架。该机床在产品加工的过程中,发生其加工尺寸不能控制的现象,操作者每次在系统中修改参数后,数码显
0评论2020-04-07802
回转刀架故障的维修
故障现象:SAG210/2NC数控车床刀架电动机起不动,刀架不能动作。分析及处理过程:SAG210/2NC及CKD6140及数控车床,与之配套的刀架为LD4-I四工位电动刀架。分析该故障产生的原因,可能是电动机相序接反或电源电压偏低,但调整电动机电枢线及电源电压,故障不能排除。说明故障为机械
0评论2020-04-07901
换刀不到位的故障维修
换刀不到位的故障维修故障现象:自动换刀时刀链运转不到位。当进行到自动换刀程序时,刀库开始运转,但是所需要换的刀具没有传动到位,刀库就停止运转了。3min后机床自动报警。分析及处理过程:MPA-H100A加工中心是日本三菱公司广岛工机工厂生产,所配CNC系统为FANUC 6M-MODELB,
0评论2020-04-07800
机械手故障的维修
故障现象:某加工中心采用凸轮机械手换刀,机械手结构及换刀程序如图2-22、图2-23所示。换刀过程中,动作中断,发出2035#报警,显示内容:机械手伸出故障。分析及处理过程:根据报警内容,机床是因为无法执行下一步“从主轴和刀库中拔出刀具”,而使换刀过程中断并报警。机械手未
0评论2020-04-07997
刀库及换刀机械手的常见故障和维护
刀库及换刀机械手结构较复杂,且在工作中又频繁运动,所以故障率较高,目前机床上有50%以上的故障都与之有关。如刀库运动故障,定位误差过大,机械手夹持刀柄不稳定,机械手动作误差过大等。这些故障最后都造成换刀动作卡位,整机停止工作。因此刀库及换刀机械手的维护十分重要。
0评论2020-04-071124
刀具交换装置
数控机床的刀具交换方式通常分为由刀库与机床主轴的相对运动实现刀具交换和采用机械手交换刀具两类。刀具的交换方式和它们的具体结构对机床的生产率和工作可靠性有直接的影响。由刀库与机床主轴的相对运动实现刀具交换的装置,在换刀时必须先将用过的刀具送回刀库,然后再从刀库中
0评论2020-04-07753
- 模具高速铣削加工技术及数控编程实例(四)
0评论2020-04-07
- 模具高速铣削加工技术及数控编程实例(三)
0评论2020-04-07
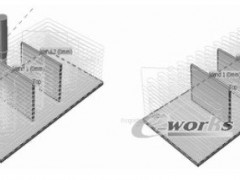
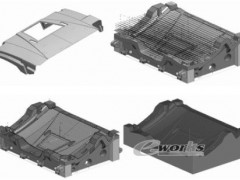
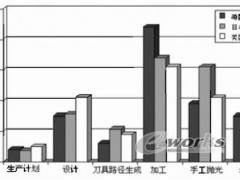
模具高速铣削加工技术及数控编程实例(二)
2.高速铣削加工机床超高速切削技术是切削加工的发展方向,也是时代发展的产物。高速切削技术是切削加工技术的主要发展方向之一,它随着CNC技术、微电子技术、新材料和新结构等基础技术的发展而迈上更高的台阶。然而,高速切削技术自身也存在着一些急待解决的问题,如高硬度材料的
0评论2020-04-07999
- 模具高速铣削加工技术及数控编程实例(一)
0评论2020-04-07
线圈对地短路的故障维修
故障现象:一台配套SIEMENS SINUMERIK 810系统的数控机床,当系统加上电源后,系统开始自检,当自检完毕进入基本画面时,系统掉电。分析及处理过程:经检查,故障原因是X轴抱闸线圈对地短路。系统自检后,伺服条件准备好,抱闸通电释放。抱闸线圈采用24V电源供电,由于线圈对地短
0评论2020-04-07565
整流变压器匝间短路的故障维修
故障现象:一台配套SIEMENS SINUMERIK 810系统的数控机床,有时在自动加工过程中,系统突然掉电。分析及处理过程:测量其24V直流供电电源发现只有22V左右,电网电压向下波动时,引起这个电压降低,导致NC系统采取保护措施,自动断电。经确认为整流变压器匝间短路,造成容量不够。
0评论2020-04-07688
电池故障维修
故障现象:一台配套SIEMENS SINUMERIK 810系统的数控机床,一次NC系统加上电后CRT不显示。分析及处理过程:检查发现NC系统上“COUPLING MODULE”板上左边的发光二极管闪亮,指示故障。对PLC进行热起动后,系统正常工作;但过几天后,同一故障又重复出现。经对发光二极管闪动频率进
0评论2020-04-07600


